")
Integrated real-time quality control technology for our optical sorters, enabling simultaneous sorting and analysis, automatic machine parameter adjustment and secure internal data processing without external data transfer.
Company: 3U Vision
The QC Technology enables simultaneous analysis of both incoming product and rejected material, ensuring a more comprehensive and reliable evaluation of quality. This is particularly valuable for nuts and dried fruits, where defects such as discoloration, mold, shriveling, insect damage, or foreign materials can vary significantly between batches. By continuously monitoring these parameters, the system guarantees a higher level of accuracy and consistency in defect detection, reducing subjectivity and improving overall sorting performance.
A key benefit is the real-time adjustment of machine parameters based on the quality of the product being processed. This allows the sorter to automatically adapt to changes in raw material conditions—such as seasonal variability, origin differences, or supplier inconsistencies—without requiring manual recalibration. As a result, producers can maintain optimal yield while minimizing false rejects and product loss, which is essential in high-value segments like almonds, hazelnuts, pistachios, and other premium nuts.
The integrated feedback loop also improves upstream processing by providing immediate insights into product quality, enabling earlier interventions and better overall process control. This leads to more stable production, reduced waste, and improved final product quality, while also supporting more efficient use of resources and labor.
All data is processed and stored internally within the machine, ensuring maximum data security and high operational reliability. This technology, applicable across the entire range of 3U Vision optical sorters, represents a flexible and scalable solution to address the specific challenges of the nuts and dried fruit industry, improving efficiency, quality, and profitability.
What makes our product unique?
Our technology stands out for its unique ability to integrate real-time quality control directly within the optical sorting process, transforming the machine from a simple sorting device into an intelligent and adaptive system. Unlike conventional solutions, where inspection and sorting are separate stages or where quality data is used only for offline analysis, our system performs simultaneous inspection and selection while actively using this information to optimize performance.
One of the key differentiators is the internal feedback loop. The machine continuously analyzes both incoming product and rejected material, using this data to automatically adjust its own parameters in real time. This creates a self-optimizing process capable of adapting instantly to variations in raw materials, such as changes in origin, seasonality, or product conditions. The result is a consistently high level of accuracy, reduced false rejects, and improved yield, particularly critical in high-value industries like nuts and dried fruits.
Another distinctive aspect is the complete internalization of data. All information generated during the sorting and quality control process remains within the machine and is not transferred externally. This ensures maximum data security, protects sensitive production information, and eliminates dependency on external systems or connectivity, guaranteeing stable and reliable performance in any operating condition.
Additionally, the system’s capability to analyze both input and output streams provides a more comprehensive understanding of product quality. This dual-point inspection is not commonly available in standard optical sorters and enables more precise decision-making and better process control across the entire production line.
The technology is also highly flexible and scalable, as it can be applied across the entire range of 3U Vision optical sorters, ensuring consistency, repeatability, and high performance across different applications and processing environments.
Ultimately, what makes this solution unique is its ability to combine inspection, decision-making, and automatic optimization into a single, secure, and intelligent system, delivering measurable improvements in efficiency, quality, and profitability.
For more information: https://www.3uvision.com/

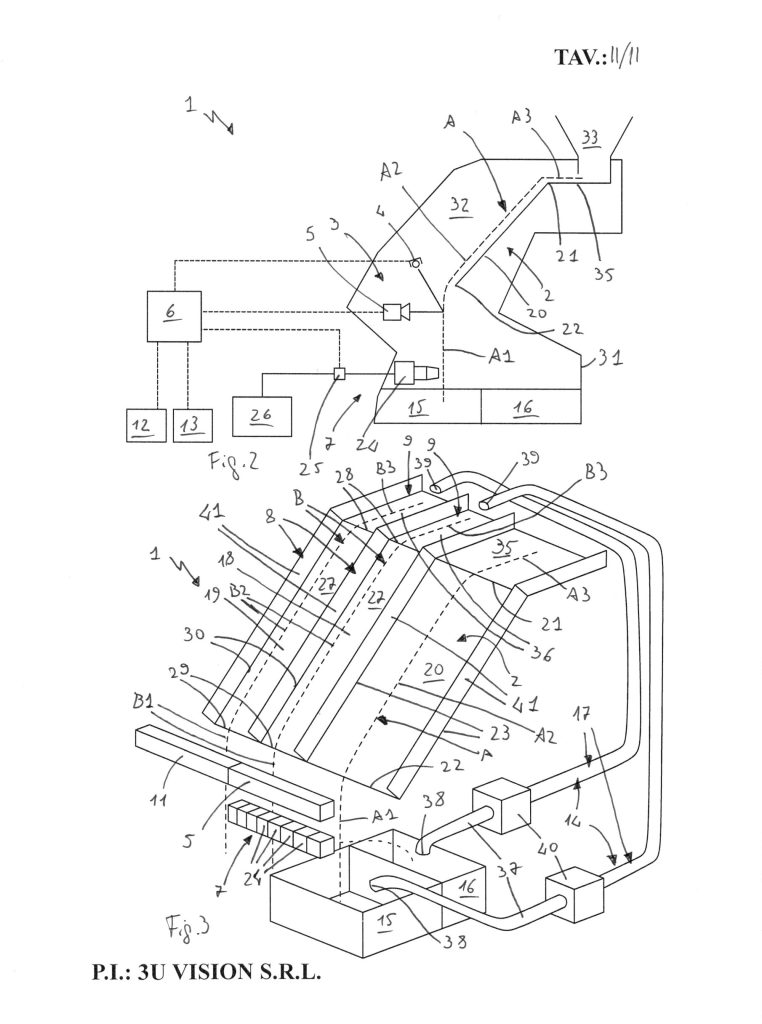
Patented 3U Vision QC

